

-
Сейчас на странице 0 пользователей
Нет пользователей, просматривающих эту страницу.
-
Сообщения
-

Автор: Александр1979 · Опубликовано:
На первый взгляд параметры конфигурации осей B, C корректные. У вас станочный ноль осей X, Y находится по центру поворотной оси C? -

-

Автор: gudstartup · Опубликовано:
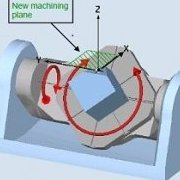
какая величина отклонения при развороте плоскости оси b ? кинематику станка проверяли прямолинейность перпендикулярность осей xyz точность поворота осей b и с? -

Автор: Maks Horhe · Опубликовано:
Напишите вашу почту, я отправлю вам https://disk.yandex.ru/d/aVAiQjtpwPIrmg Посмотрите пожалуйста -
Автор: Александр1979 · Опубликовано:
Выкладывайте параметры на файлообменник, посмотрим. -

Автор: Дезигнер · Опубликовано:
Нет. Не пустотелая. это капельница для полива растений. За счет перегородок на детали вода из шланга начинает течь отдельными порциями, как капли. Особенностью формы было то что элементы очень мелкие и мы работали фрезами по 0.5 мм диаметром. На один конец надевается шланг, другой вставляется, как мы поняли, в землю -
Автор: Maks Horhe · Опубликовано:
Полагаю что так, не выходит в 0 после разворота оси B. Подскажите куда смотреть в первую очередь? -

Автор: A_1 · Опубликовано:
Здравствуйте. Программа для пересчёта положения точки начала системы координат, правда для осей A и C есть в этой теме. -

Автор: Viktor2004 · Опубликовано:
может некорректно настроена в параметрах? -
Автор: Maks Horhe · Опубликовано:
Некорректно работает
-
Рекомендованные сообщения
Присоединяйтесь к обсуждению
Вы можете опубликовать сообщение сейчас, а зарегистрироваться позже. Если у вас есть аккаунт, войдите в него для написания от своего имени.
Примечание: вашему сообщению потребуется утверждение модератора, прежде чем оно станет доступным.